L'Andon board: i vantaggi di avere le informazioni essenziali, visibili a tutti
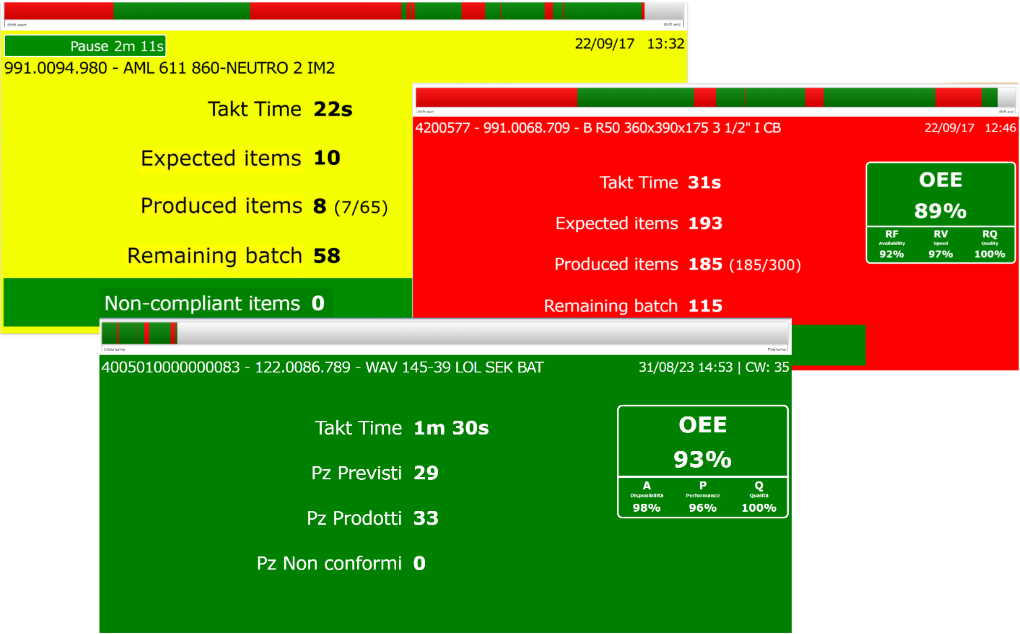
L'andon board è un monitor di grandi dimensioni (dai 55'' ai 75'' o più) che generalmente risiedono in prossimità di ogni linea. Il loto scopo è quello di mostrare a tutti, operatori e responsabili di stabilimento, l'andamento della produzione, attraverso poche ma essenziali informazioni:
- Takt time
- Pezzi attesi
- Pezzi realmente prodotti
- Pezzi non conformi
- Pezzi buoni al primo colpo
- Le percentuali di disponibilità, performance e qualità e quindi l'OEE attuale
Si possono poi integrare altre informazioni quali la visualizzazione del tempo (time bar) in cui la macchina è stata effettivamente disponibile e la quantità del tempo in cui ci sono stati dei fermi
I dati di produzione
Gli Andon board mostrano i principali dati di produzione.
I colori diversi dello sfondo forniscono una immediata percezione dell'andamento della produzione, in quanto sono associati a diverse fasce percentuali dell'OEE.
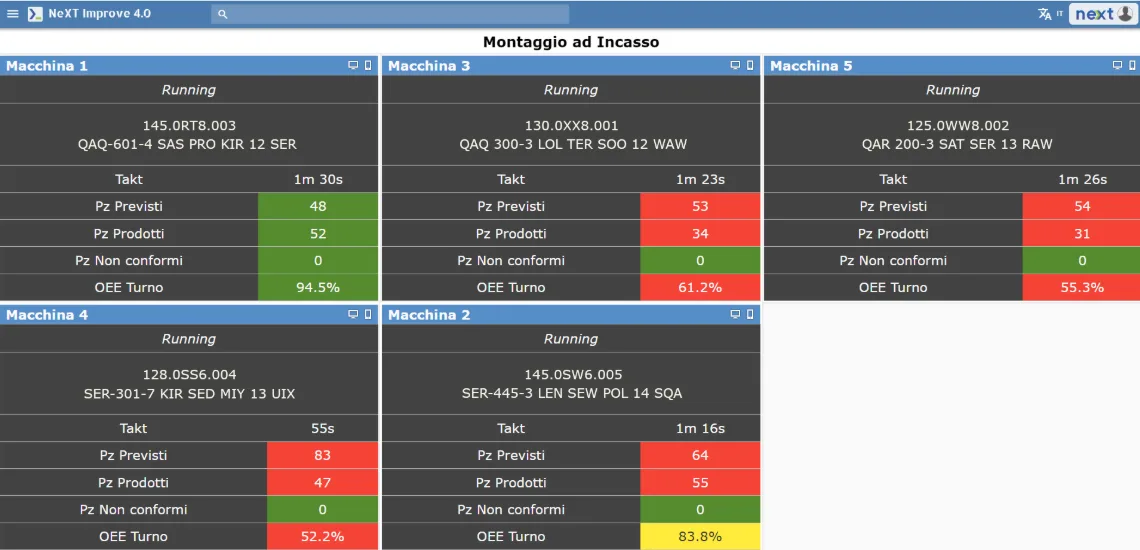
Dati aggregati
Le informazioni vengono fatte fluire in dashboard diverse, dedicate a ruoli e mansioni diverse.
Una dashboard è dedicata a mostrare i dati aggregati riguardanti tutte le linee, per avere una visione generale del reparto. È poi possibile andare nel dettaglio di ciascuna linea.